EU GMP ANNEX 1:
ARE YOU DRESSED FOR THE PART?
Listen to our latest Ansell Clean Talk podcast and discover how the EU GMP Annex 1 is shaping the future of pharmaceutical manufacturing.
CHOOSE YOUR COUNTRY / REGION


Are you struggling to navigate the complex world of EU GMP Annex 1 guidelines?
In this insightful article, we'll delve into the intricacies of the EU GMP Annex 1 guidelines and explore how Ansell provides cutting-edge, compliant solutions to ensure your cleanroom meets and exceeds these stringent regulations.
Learn how Ansell's innovative products can revolutionize your cleanroom operations, while keeping you in line with the latest regulatory requirements.
Listen to our latest Ansell Clean Talk podcast and discover how the EU GMP Annex 1 is shaping the future of pharmaceutical manufacturing.

Hosted by:
Rakesh Kunder
Marketing
Specialist

Featured Guest:
Ann Van Den Borre
Senior Technical Services &
Training Manager

Featured Guest:
Tim Pressler
Associate Director
of Sales
Annex 1 is a legally binding part of EU GMP (European Union Good Manufacturing Practice) that provides guidelines and information relating to the manufacture of sterile medicinal products.
The new version of EU GMP Annex 1 was published on 25th August 2022 and will be implemented one year later on 25th August 2023.
The EU GMP Annex 1 provides comprehensive guidance on the design, construction, and maintenance of facilities and equipment used in the manufacture of medicinal products. It also includes guidelines on the production process, quality control, and documentation.
Annex 1 applies to all sterile medicinal products manufactured in the European Union and the UK, as well as those manufactured elsewhere and exported into the European Union and the UK. It applies to:
Sources of contamination within a cleanroom include raw materials, packaging, equipment, fluids, tools, processes and the most significant source of contamination, people. Microorganisms are shed from hair, skin, eyes and mucus membranes1.
When people move around in controlled and sterile environment, they shed 10 times more particles than when they are sitting or at rest, hence the reason for clear guidelines on the correct controlled behaviour of personnel.
In Annex 1 Part 7.18, activities in clean areas that are not critical to the production processes should be kept to a minimum, especially when aseptic operations are in progress.
Movement of personnel should be slow, controlled and methodical to avoid excessive shedding of particles and organisms due to over-vigorous activity. Operators performing aseptic operations should adhere to aseptic technique at all times to prevent changes in air currents that may introduce air of lower quality into the critical zone. Movement adjacent to the critical zone should be restricted and the obstruction of the path of the unidirectional (first air) airflow should be avoided.
A review of airflow visualisation studies should be considered as part of the training programme.
 Sitting: |
 Walking: |
 Running |
Part 7 of Annex 1 outlines the requirements needed regarding personnel numbers, behaviors, skills and protective clothing. A precise contamination control strategy needs to ensure that the personal protective equipment (PPE) they’re wearing is suitably assessed and monitored.
Outlined in the IEST-RP-CC003.4 standard - Garment system consideration for cleanrooms and other controlled environments, lists six types of non-woven fabrics for use in cleanrooms and other controlled and sterile environments, and describes each fabric as follows:
When selecting garments for cleanroom use, depending on the specific application, the IEST standard recommends evaluating the fabric properties including testing for (selecting those relevant to the fabric type);
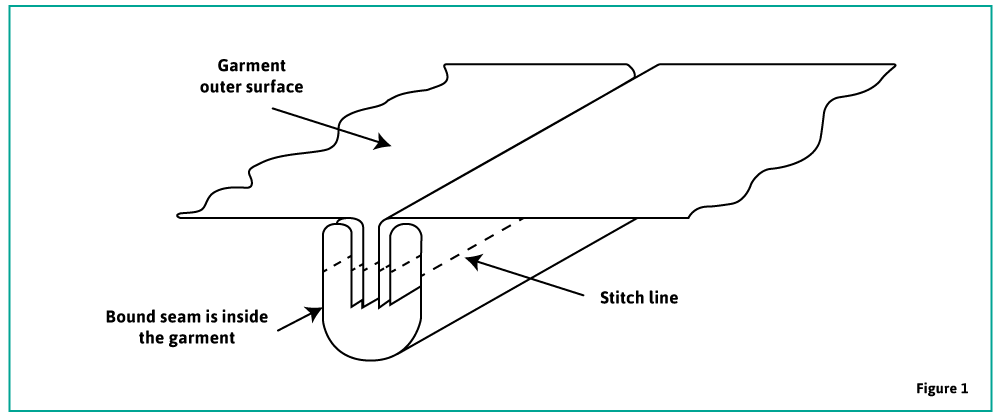
Construction of cleanroom garments is another important consideration, and the IEST standard outlines recommendations for thread and seam structure. Seams for cleanroom garments should be joining seams to avoid free-air / particulate passage from the inside of the garment to the outside environment.
The IEST standard recommends for the construction of cleanroom garments that they are constructed using a bound joining seam, as shown in figure 1.
As well as consideration for how the cleanroom garments are constructed and the type of material used, Annex 1 Parts 7.11 & 7.12 outline what garments to wear in each cleanliness grade and how they should be worn and donned has been outlined in Part 7.13 & 7.14. Utilizing cleanroom garments that are in compliance with industry standards offers better protection.
Annex 1 Part 7.11 states that protective clothing and its quality should be appropriate for the process and the grade of the working area. It should be worn in such a way as to protect the product from contamination. When the type of clothing chosen needs to provide the operator protection from the product, it should not compromise the protection of the product from contamination.
Cleanroom garments should be visually checked for cleanliness and integrity immediately prior to and after gowning. Gown integrity should also be checked upon exit. For sterilised garments and eye coverings, particular attention should be taken to ensure they have been subject to the sterilisation process, are within their specified hold time and that the packaging is visually inspected to ensure it is integral before use.
Reusable garments (including eye coverings) should be replaced if damage is identified, or at a set frequency that is determined during qualification studies. The qualification of garments should consider any necessary garment testing requirements, including damage to garments that may not be identified by visual inspection alone.
Annex 1 Part 7.12 states that protective clothing should be chosen to limit shedding due to operators’ movement. This is important to minimize the risk of contamination from fibres or particles shed from the clothing.
A description of typical clothing required for each cleanliness grade is given below:
Cleanroom gowning should be performed in change rooms of an appropriate cleanliness grade to ensure gown cleanliness is maintained. Outdoor clothing including socks (other than personal underwear) should not be brought into changing rooms leading directly to grade B and C areas.
Single or two-piece facility trouser suits, covering the full length of the arms and the legs, and facility socks covering the feet, should be worn before entry to change rooms for grades B and C. Facility suits and socks should not present a risk of contamination to the gowning area or processes.
Our extensive portfolio of controlled environment protection includes sterile cleanroom coveralls, gloves, goggles and facemasks to ensure you meet all the guidelines set out in Annex 1 Part 7.

Annex 1 places considerable emphasis on barrier technology to separate the operator from the product to maintain Grade A conditions. This can be accomplished using RABS and Isolators gloves:
Annex 1 Part 4.18 - RABS or Isolators gloves, which are different technologies, and the associated processes, should be designed to provide protection through separation of the grade A environment from the environment of the surrounding room. The hazards introduced from entry or removal of items during processing should be minimized and supported by high capability transfer technologies or validated systems that robustly prevent contamination and are appropriate for the respective technology.
Annex 1 Part 4.21 - The materials used for glove systems (for both RABS and Isolators gloves), should be demonstrated to have appropriate mechanical and chemical resistance. The frequency of glove replacement should be defined within the CCS.
Our clean & sterile Nitrile RABS and Isolator glove range comprises of gloves, mittens, sleeves and sleeve/glove systems. Gloves and mittens are 100% water leak tested for glove integrity and resistant to VHP, IPA and disinfectants for in situ sanitizing.

Other RABS and Isolator glove materials available are CSM, NRL, Neoprene, EPDM & EPDM+. The most suitable material will be dependent on the applications and can be decontaminated by autoclaving, VHP or IPA*.
PE packaging and sterilisation play a crucial role in maintaining a cleanroom environment during production. Inadequate packaging and sterilisation can lead to contamination of the cleanroom, thereby compromising the quality and integrity of the final product. It is therefore essential to choose appropriate packaging and sterilisation methods that meet the standards set for cleanroom environments.
All Ansell sterile PPE is double or triple-bagged in durable plastic packaging to reduce contamination and includes sterilisation indicators to show the PPE has been sterilised to a sterility Assurance Level (SAL) 10-6.
Certificates of Irradiation (Gamma) or Certificates of Processing (EtO) per product lot number can be downloaded via our easy-to-use certificate tool on www.ansell.com/life-sciences/certificates to prove the PPE has been subjected to the full sterilisation process. All packaging clearly states expiry and manufacturing dates.
In conclusion, understanding and adhering to the EU GMP Annex 1 PPE guidelines is crucial for maintaining a sterile environment.
By following these best practices, you'll ensure the safety and quality of your products. Don't hesitate to invest in proper protective clothing for your team. If you're ready to elevate your facility's safety standards, contact our experts today to find the right PPE solutions tailored to your needs.
| SUBSCRIBE TO CRITICAL INSIGHT | GET IN TOUCH |
1. Brandes, R. Aseptic Processing: Qualification of Personnel, Mass & Peither AG-GMP Publishing, April 12, 2012
*Please check the product validation pack for full test results.
Compare 12", 16", and 24" cleanroom glove lengths. Learn how to choose the right length for contamination control, safety, and Annex 1 compliance

Explore how Ansell cleanroom PPE solutions ensure Annex 1 compliance, barrier integrity, and product protection in life sciences environments.

Understand the differences between sterile cleanroom gloves and sterile medical gloves, from applications, sterility standards, packaging formats, and regulatory compliance.







